深沟球轴承
导轨滚轮轴承
平面推力轴承
农机轴承
汽车轴承
特种轴承
635ZZ V1.7-90 特...
624ZZ V1.4-90 特...
624ZZ 微型U形槽(大槽)...
LV202-40ZZ LV20...
627-2RS EMQ P6Z...
MR126ZZ 电动牙刷配套轴...
697ZZ P6Z4 中性盖 ...
R2AZZ 高速低噪音 吸尘器...
60/3.275 P5Z4 批...
629-2RS 中性光板 P6...
为了满足特大型轴承特殊使用工况要求,轴承零件需要进行深层渗碳,目前现有的深层渗碳轴承材料G20Cr2Ni4渗碳层深度和表面硬度无法同时满足要求,和钢厂进行共同研究ZWZ15新型渗碳钢材料,现对新材料ZWZ15的锻造加热和冷却工艺及热处理渗碳、淬回火工艺进行研究,以满足特大型轴承特有工况的使用要求。
1.ZWZ15材料分析
ZWZ15材料成分见表1。
表1 ZWZ15化学成分(质量分数)(%)
C
Si
Mn
Cr
Ni
Mo
P
0.19
0.32
0.52
1.55
3.54
0.23
0.008
S
Cu
Ti
Ca
Al
H
O
0.004
0.02
0.0012
0.0008
0.017
0.0001
热处理技术要求:ZWZ15制特大型轴承成品硬化层深度不小于10.0mm,成品轴承表面含碳量0.8%~1.05%,表面硬度58~63HRC,心部硬度不低于35HRC。
成品零件渗碳层粗大碳化物按JB/T 8881第一级别图评定,第1~2级为合格。成品零件渗碳层网状碳化物按JB/T 8881第二级别图评定,第1~3级为合格。成品零件二次淬、回火组织按JB/T 8881第五级别图评定,第1~3级为合格组织。
2.ZWZ15热处理工艺研究
(1)渗碳工艺研究
强渗碳势为1.30%,强渗温度为960℃,强渗时间为298h;渗碳扩散区碳浓度1.0%,扩散温度为940℃,扩散时间为35h,扩散过程中要随时对渗碳炉进行定碳,并检测过程试样碳浓度。
(2)一次淬回火工艺研究
一次淬火温度为880℃,出油温度170℃以上,但应注意防火,空冷至70℃,清洗后及时高温回火,高温回火工艺为消除残奥620℃×10h,消除奥氏体针650℃×12h。
(3)二次淬回火工艺研究
二次淬火,碳势控制在0.80%~0.90%范围内,淬火加热温度820℃,总加热时间3.5h,工件淬火前涂防脱碳剂,工件入油时油温60℃,工件在淬火油中冷却23min,工件出油后,油温为74℃,工件出油温度90℃,工件冷却到60℃清洗,清洗液温度19℃,工件清洗后温度30℃。
二次淬火后要及时回火,否则工件在淬火后室温放置时间长,容易产生淬火裂纹。回火温度为160℃, 回火时间为15h。
(4)工件检测分析
二次淬、回火后碳浓度梯度见表2。
表2 碳浓度梯度
深度/mm
碳浓度(%)
0
0.57
1.8
0.85
0.1
0.76
2.2
0.87
0.4
0.78
2.4
0.8
0.83
2.5
0.86
1.0
2.7
0.84
1.2
3.0
1.4
3.2
1.6
3.5
0.89
二次淬、回火后硬度检测,硬度梯度见表3,表面硬度60.5HRC、60.5HRC、61.0HRC,心部硬度39HRC。
表3 渗碳层硬度梯度
距离/mm
3
5
7
9
11
11.5
12
硬度梯度HRC
60.2
60
58.5
54.5
52.3
50
49
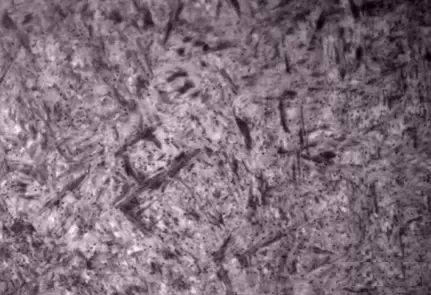
二次淬、回火后表面组织检测,根据JB/T 8881-2011的第五级别图评定,表面组织为2级(见附图)。
ZWZ15二次淬、回火后表面组织图500×
3.结语
(1)渗碳工艺为强渗碳势为1.30%,强渗温度为960℃,渗碳扩散区碳浓度1.0%,扩散温度为940℃,强渗时间和扩散时间依渗层深度而定。
(2)工件由扩散温度降至880℃进行一次淬火处理,淬火后进行高温回火,高温回火工艺为消除残奥620℃×10h,消除奥氏体针650℃×12h。
(3)二次淬、回火工艺为淬火加热温度820℃,总加热时间6h,二次淬火后要及时回火,避免出现裂纹。回火温度为160℃,回火时间为15h。