������
����������
ƽ���������
ũ�����
�������
635ZZ V1.7-90 ��...
624ZZ V1.4-90 ��...
624ZZ ��U�β�(���)...
LV202-40ZZ LV20...
627-2RS EMQ P6Z...
MR126ZZ �綯��ˢ������...
697ZZ P6Z4 ���Ը� ...
R2AZZ ���ٵ����� ������...
60/3.275 P5Z4 ��...
629-2RS ���Թ�� P6...
�����ҵ��ȴҺ����ѭ�����������
����е��ҵ����ʮ����о�Ժ������������471039��
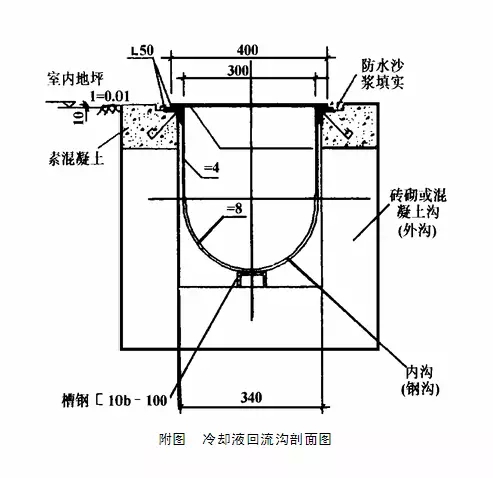
����ժ��Ҫ����������ȴҺ����й����ӹ��е����ã�����ȴҺѭ��������ʩ����в���̽���Ľ����ܽ���ʺ��ҹ������ҵ��ȴҺ����ѭ����������ơ��������������ҵ��������ȴҺ�����豸���ص㡣 �����ؼ��ʣ���е�ӹ�����ȴҺ������ѭ������� ������е�ӹ�����ȴҺ�����ӹ�������ȴɢ�ȡ�����߱�����ȵ����ã������з��⡢��ϴ����������֮�á��Ӱ�ʮ�������ʼ��������г�����ȴҺ���ɵ���ѭ��ʹ�ã�������ѭ����չ������ѭ����Ӧʹ��ȴҺ���ȴ����ߣ�ʹ�����������ı��˵���ѭ����ȴҺ�����ҡ�������������߲�Ʒ������һ�������á����Ź��õķ�չ���ҹ���е��ҵ���ʽӹ죬Ҫ���е��Ʒ���ȸߡ������ͣ�����ȴҺ������Ҫ��Խ��Խ�ߡ� ����һ����ȴҺվ������� ������ȴҺվ������ȴҺ����ѭ���ĺ��IJ�λ������������ȴҺ�ĵ��䡢���͡������������ȡ� ����1��վ�����õĸĽ� ������ȥ�ڳ����ܲ����У����ǽ���ȴҺվ�����ڲ����۵ĵط���ijһ�����䣬�еĻ�Զ����Һ�豸����ɻ�����·�����ܵ���������ʹվ�����²�������������������࣬ռ�������ʩ�����ѣ�Ͷ�����ӡ����ڴ�Խ��·�Ļ����ܻ������������ܵ���������·����ȴҺ��龮�����������⣬������ˮ����ˮ����Ⱦ��ȴҺ�� �����Ӷ����ʹ�ü�ʩ������֤������ȴҺվ��Ӧ�����ھ���Һ�豸����ĵط��������ڴ��ͳ�ĥ�豸Ⱥ��ѭ��վ������ò����ڳ����ڻ���Һ�豸�Ƚϼ��еĵ���������Ȼ��ռ���ָ����÷�������ʹ�ü�ֵԶԶ����ij�����÷�����ȴҺվ����Һ�豸Խ��������ʱ��Խ�̣���ȴҺվ���²��ָ��ִ�Һ���ݻ���С�������ܵ�����dz����·�٣�վ�����²����������dz��ʩ����ȫ�����㣻վ��ռ��������٣�������۽��͡� ����2����ȴҺ���˴�������� �����豸�ų�����ȴҺ���н���������������ĭ�ӣ�������ɰ�������༰�������ʡ���ȴҺ����Ⱦ�ٽ�ϸ����ֵ��������ȴҺ���ʣ�ʹ��ȴҺʹ���������̣���Һ�������������øߡ���ȴҺ�е����ʶ�ѭ����ĥ�����أ���ˢĥ��ܵ����Թ�����ȴЧ���ֱ��Ӱ���Ʒ������ �����������ȴҺ����ѭ��վ�����������Һ�ء�����ء���Һ�ء���Һ�ء�ˮ���ҵȡ���Һ�ء���Һ��Ҳ�������أ����dz���ʱ�估������ڣ�����һ��������������ÿ�����Ӷ����������ױã�������ȴҺվ���²���ռ������ϴ��еij���ÿ��������Ҿ������͡���ʱ�䳤������ͬ���������滬����������ͷdz����ѣ��Ͷ�ǿ�ȴ���Ժ��80��������������ų���������ȥ��ȴҺ�еĽ������ӣ�ʹ��ȴҺ��ʹ�������ӳ���1��2���¡���������������ľ����ԣ�ʹ���Բ����롣��������������ձ���������ѹʽ�����豸��������û�н�����ܷ���˲���ƫ��ѹ�������⣬�ѱ���̭�����������Ƴ���APF��ȫ�Զ���ѹʽ���˻��������պ���������ɹ��豸���Ƚ������ԭ���Ļ����ϣ�����ҹ���ʵ����������Ƴ��ĵ�������ȴҺ�����豸��������ص��ǿ���ʵ���Կأ�������ѹ���˳������ӱȽϸɣ������˹��˵��Ͷ�ǿ�ȣ�����������Ķ�����Ⱦ������Ч�ʿɴ�95%���ϡ����˺�Ŀ�����С��65um�����˺�Ĺ��庬��С��37PPM��ʹ�ñ����������ˣ���ȴҺʹ�����ڿɴ�������ϡ�������ȴҺ����Ҳ��������ˮ����������Ҫ�����ȴҺҲ���ֺ��µĻ���������ʹ�ù��˻����ˣ���ȴҺ��ʹ�������������Ҳ�����һ������Һ���٣����迼�Ƿ�Һ������ʩ������Һ���ռ��ɡ� ����3��վ������Һ��������ƵĸĽ� ������ȥվ������Һ���������ڵ��£����øֽ������ˮ�أ�����Ͷ�ʴ�ʩ�������濼�Dz��ܣ����ˮ����©������ʹ�ã�Ӱ��ȫ�����ֺ���������ʹ�õ�λ���һ���ľ�����ʧ������ƽ�����Һ����ԭ�ֽ�������ṹ��Ϊ�ֽṹ�������øֲۻ����ޡ�������վ�������һ��������ڡ����۵�����ʩ���ĺû���������Ӱ����ȴҺѭ����ʹ�á�Ϊ��ȴҺѭ�������ױÿɲ��������ã������ڵ����ϡ������豸�������ڵ����ϣ����²���������Դ����С�� ����������ȴҺѹ���ܡ���������Ƶĸ��� ����1����ȥ��ƴ��ڵ����� ������ǰ��ĥװ������ȴҺ����ѭ��������У���ȴҺ�Ļ��������ùܵ���������������ȴҺ������龮�����ǹ��ҳ���������Ƚϴ���ȴҺѭ����·�����ܵ������ʹѭ��վ�����²��ּ�������ڵ��¹ܵ��ݺύ����ʩ����װ�鷳����ȥ��ȴҺѭ���ܲ�һ����ú��Ӹֹܼ������ֹܣ�������龮һ����øְ�������ɡ�ʩ����װ�����������������Ȼ�û�����Ҫ���������¸ֹܲ�ʹ���������̣���������������©�������֣���ʹ����©��Ҳ���Ѳ��Ҿ���λ�ý���ά�ޡ���ȴҺ��©���£����������ȴҺ�˷ѣ�Ӱ������������Ⱦ����ˮԴ������ʪ���Ի�����������������ɵ������ݣ��������³������� ����2��������Ƶĸ��� �������������ҵ�ķ�չ�����Ӧ�����ܽ�Ľ������պ�����������ͬ��ҵ����ƾ��飬����ҹ������ҵ��ʵ�������ȡ�����̡����й���г���ȴҺѭ������У��Ѳ����˲��ָĽ���ʩ�������ڴ˻����϶���ȴҺ��������ٽ�һ���Ľ������������������̵��ص㣬��ȴҺ�����ɲ������ۡ����������ϵķ�ʽ�����豸Ⱥ������������Ϊ�豸����ȴҺ��������ʹ������0.05m����ߴ������ĸ߶����豸��Һ��ȷ������ȴҺ���������ۣ���������ȴҺ����ȴҺ����������ȴҺ������Ϊ�������ף��Ϊש��������������ڹ�Ϊ�ֹ����ֹ����ڿ�0.30��0.40m������Ϊ��Բ�Σ��ֹ�������������֧�գ��ո�0.05m��֧��������ڡ����Ԥ��Ǹ֡��ֹ������߸����Ǹ֣��ֹ�������ڡ��ֹ��ڽǸִ������Ԥ��ĽǸ��ϼ��ɡ��������ϼӴ����λ��Ƹָǰ塣�������¶���ͬ����ӦС�ڰٷ�֮һ��������˼�����ĵط��������ͷ���ֹ���ĩ����Ȳ��״���0.60m�����Ĺս�Ӧ����90�b�ǣ��������ʰ뾶��С��2.0m���������㴦�Ľ���Ӧ������ǣ�����֮�����������⣬�������ܾ��п�϶���緢�ָֹ���ĥ������������豸��Ǩ����ȡ��ά�ޡ��ƶ����ֹ��ǰ����ʱ����ͨ���ޡ���ȴҺ���ù��ۻ�������ʡ���ϣ�������ȴҺй©��ʩ����ά���㡣����������ͼ��
����3����ȴҺѹ���ܷ��� ������ȥ��ȴҺѹ���ܵķ��賣������ǽ����ȥ������豸�ԣ��ٳ�����Ԥ�������豸��װ���ٺ��豸�������ӵķ������䲻��֮���ǣ���ز����׳��ֻ�����©ʴ������ʱ��Ԥ��λ�ò�ȷ�����豸����������豸����̫Զ�����ӹ�·����Ӱ�칩ҺЧ����ά��ʱ���Ƶ�ƺ�� �����Դ���ĥװ�����豸Ⱥ����ȴҺ����ѭ��ϵͳ��ѹ��Ҳ��ȫ�����ܵ�֧�ܿɲ������ʽ֧�ܣ�������ͨ�缰�ռ��֧�ܣ������õ����żܵ���֧�ܣ����ܴﵽ�ܿշ����Ŀ�ġ����йܵ��������豸�����������룬�Բ�Ӱ�����Ϊ����װʱ��Ӳ�ܻ����ܶ��豸����Һ�����ӡ��ܵ���װ��ʹ�ò��ϡ���װ���������������ĺû����ල��飬ȷ��ʩ��������ʹ���������ܵ������٣���ʡ���ϣ�ʩ����װ���ڶ̣�ʹ�ù������㡣 ������ȴҺ����ѭ����������ƣ���������ơ�ʩ�����ڣ���������ۡ���Ҫ���ǣ��ɱ�֤��ȴҺ�������ӳ���ȴҺʹ������������߲�Ʒ������һ�����á� �����ο����� ����[1]����־���黯Һ��������������װ�õ�ʵ���о�[J]���������̣�1999��1��.
��Դ�������̽�������ơ�1999���5��